

















初刻动态
-

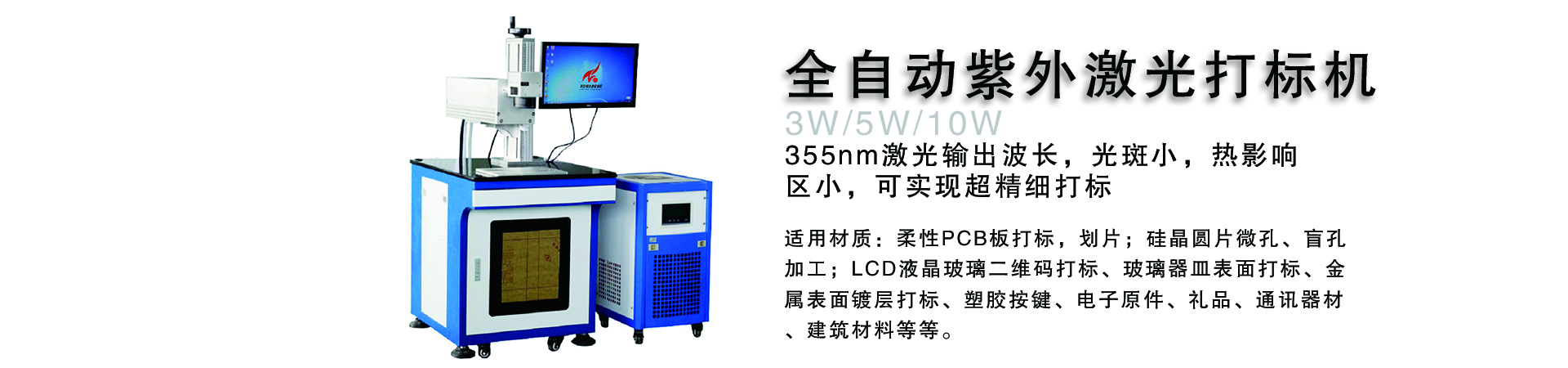
初刻激光焊接机产品质量承诺书

所有激光设备严格按照ISO9001:2000体系来生产以确保设备质量,设备制造、检验、验收执行以下系列国家标准
-
激光切割机切割速度设置
切割速度直接影响切口宽度和切口表面粗糙度。不同材料的板厚,不同的切割气体压力,切割速度有一个最佳值,这个最佳值约为最大切割速度的80%
-
激光切割机辅助气体的种类和压力
切割低碳钢较多采用O2作辅助气体,以利用铁-氧燃烧反应热促进切割过程,而且切割速度快,切口质量好,可以获得无挂渣的切口。切割不锈钢时,常使用O2 N2混合气体或双层气流。单用O2在切口底边会发生挂渣。 氧气纯度对切割速度有一定的影响,研究表明,氧气纯度降低2%,切割速度就会降低,气体压力增大,动量增加,排渣能力增强,因此可以使无挂渣的切割速度增加。但压力过大,切割面反而会粗糙
-
激光切割机焦点深度设置
切割较厚钢板时,应采用焦点深度大的光束,以获得垂直度较好的切割面。但焦点深度大,光斑直径也增大,功率密度随之减小,使切割速度降低。若要保持一定的切割速度,则需要增大激光的功率;切割薄板宜采用较小的焦点深度,这样光斑直径小,功率密度高,切割速度加快
-
激光切割机焦点位置
离焦量对切口宽度和切割深度影响较大。离焦量对切口宽度的影响。一般选择焦点位于材料表面下方的约1/3板厚处,切割深度最大,切口宽度最小。采用激光功率为2.3kW、切割不同厚度钢板时,离焦量对切割质量的影响
-
.jpg "激光切割机切割工艺")
激光切割机切割工艺
① 基模 又称为高斯模,是切割最理想的模式,主要出现在功率小于1kW的激光器。② 低阶模 与基模比较接近,主要出现在1~2kW的中功率激光器。③ 多模 是高阶模的混合,出现在功率大于3kW的激光器。


 渝公网安备 50010902001258号
渝公网安备 50010902001258号