
139-8342-8838
133-9989-9956
- 网站首页
- 激光切割雕刻机
- 气动打标机
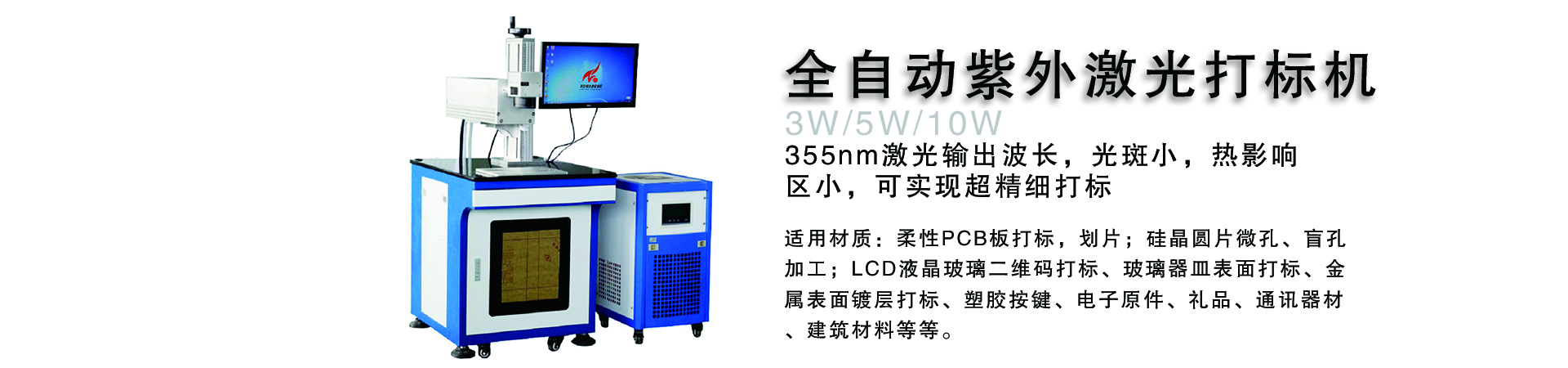
- 激光打标机
- 激光焊接机
- 产品中心
-
设备应用案例
-
印度某客户使用初刻激光光纤打标机赞不绝口
印度某客户使用初刻激光光纤打标机赞不绝口!激光光纤打标机为什么如此优秀!初刻打标机小编为您罗列以下优势!...

-
鸡蛋壳激光打标案例图片和设备照片
鸡蛋壳激光打标机是利用激光的热效应烧蚀掉物体表面材料从而留下标记的技术。与传统的电化学、机械等标记方法相比具有成本低,无耗材,持久性好,非接触,不变形,无污染、高速度、高质量、灵活性大、雕刻精度高等优点。一般鸡蛋激光打标都选择飞行激光打标机。...

-
五金配件激光打标机案例图和设备
五金配件激光打标机主要应用于五金金属零件打标雕刻,可以雕刻数字字母和汉字,还可以雕刻二维码,速度快,环保无污染,五金配件激光打标机一般选择20w30W50W激光器...

-
- 初刻动态
- 服务专区
-
关于初刻
-
打标机技术实力
重庆初刻激光智能设备有限公司拥有5大核心技术实力,为客户解决产品打标难题!...

-
公司简介
重庆初刻智能机械设备有限公司是重庆紫旭机械厂旗下的全资子公司,是一家集研发、制造、销售、服务为一体的智能设备出口企业,公司承接紫旭16年的生产研发经验和13年出口经验,结合国内外智能设备先进经验,引进先进设备,立志成为标识设备一站式供应的专业服务商,公司宗旨就是:人无我有,人有我精;信誉至上;服务为本,创新发展。始终坚持以:专业造就品质,质量成就未来,品质与国际同步的理念为每一位客户提供优质的产品及优质服务!...

-
团队风采
我们是一个专业并且富有激情的团队,公司宗旨就是:人无我有,人有我精;信誉至上;服务为本,创新发展。始终坚持以:专业造就品质,质量成就未来,品质与国际同步的理念为每一位客户提供优质的产品及优质服务! ...

-
- 联系初刻













 渝公网安备 50010902001258号
渝公网安备 50010902001258号